Komplexes Flugzeugbauteil für maximale Performance
Gemeinsame Entwicklung von bavius und MAPAL
In einem Gemeinschaftsprojekt haben MAPAL und der Maschinenhersteller bavius ein Musterbauteil für die Flugzeugindustrie entwickelt und gefertigt. Das rund dreimal ein Meter große Aluminiumbauteil ist an ein reales Rear Spar aus dem Flugzeugbau angelehnt, wurde darüber hinaus aber mit einer Vielzahl weiterer anspruchsvoller Applikationen gespickt. Neben der Komplexität beeindruckt die kurze Bearbeitungszeit von zehn Stunden, basierend auf der Produktivität der bavius AeroCell und den speziellen Werkzeugen für die Aluminiumbearbeitung von MAPAL.
Die bavius technologie gmbh in Baienfurt hat sich auf die Hochgeschwindigkeits-Volumenzerspanung von Strukturbauteilen aus Aluminium spezialisiert, wie sie typischerweise im Bereich der Luftfahrt für Flügel und Rumpf benötigt werden. bavius (früher Handtmann A-Punkt Automation) agiert seit 2017 als eigenständiges, familiengeführtes Unternehmen und konzentriert sich auf zwei Produktlinien: Profil-Bearbeitungszentren (PBZ) und Horizontale Bearbeitungszentren (HBZ) mit der Baureihe AeroCell. Mit aktuell rund 120 Mitarbeitern generiert bavius mehr als 80 Prozent seines Umsatzes in der Luft- und Raumfahrtindustrie. Als OEM oder Zulieferer produzieren deren Kunden Bauteile für die kommerzielle und militärische Anwendungen. Auch Komponenten für Satelliten oder Raketen wie die Ariane 6 werden auf den Maschinen gefertigt.
Most bavius machines are located in Europe, but they are also strong in North American and Asian markets. While the company has offices in the United States, production for all markets worldwide exclusively takes place in Baienfurt in two air-conditioned halls with a production area of approximately 10,000 square metres.
A particular strength of bavius’s five-axis machining centres is that they are extraordinarily dynamic, which ensures high productivity during high-speed machining. To get every last drop of productivity out of their machines, bavius manufactures its own milling heads. The flagship of their product range is the bavius AeroCell 160 | 400 with a spindle power of 140 kW and top speeds of 30,000 rpm. The 140 kW are already reached at 18,000 rpm, i.e. the maximum power is available over a wide range of speeds. “When we do something, we make sure it’s done excellently – we are global technology leaders with our AeroCell 160 | 400”, says Dominik Merz, Director Global Sales.
The rear spar is selected as a demonstration part because it fits perfectly on the machine with a table height of 1.6 metres and width of 4 metres. The rear spar is a common structural component in wings. Ribs run between the rear spar and front spar, which are arranged perpendicularly to the spars. These structural components define the geometry of the wings. The outer skin is riveted onto them. The completed component is made of 7075 aircraft aluminium and measures 2977 × 748 mm. Its flat form measuring 138 mm high is typical of aircraft components. From one ton of starting weight, only 70.61 kg remain after machining – a proportion that is quite common in the aerospace industry.
Among other factors, legal reasons prevented bavius and MAPAL from using a real aeroplane component for the machining. This however gave those responsible the freedom to use the design for a variety of applications. As a result, this demonstration piece is much more complex than any normal rear spar. It includes features that are not necessarily associated with a spar but could be useful for other components. “A customer who knows structural components and sees our part will recognise it and notice characteristics that are also found in their own components”, Merz says, explaining this approach.
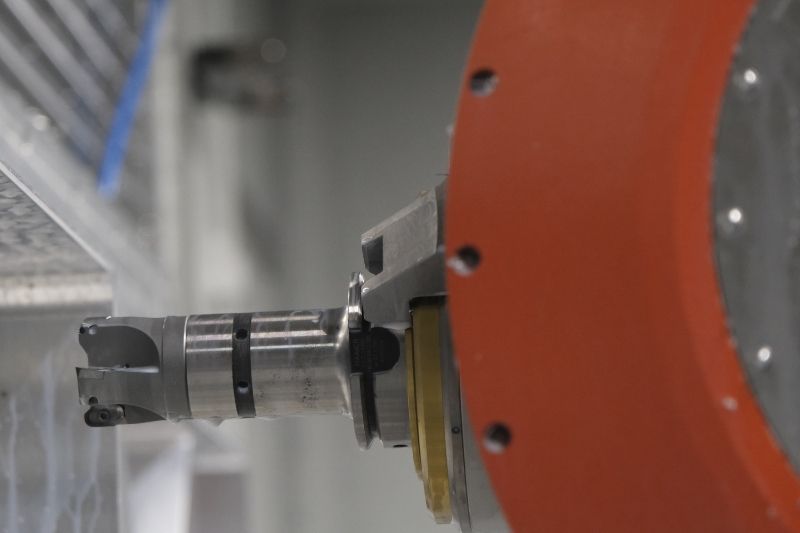
Machining takes place in Baienfurt in two clamping setups. While setup 1 uses low tension, setup 2 harnesses vacuum for secure hold. At first glance, the front looks simpler than it actually is. The surface is not flat but curves slightly outward over a radius of 9.5 metres. This means that the component cannot simply be face milled. Instead, five-axis machining is necessary. For roughing and finishing, MAPAL employs the NeoMill-Alu-QBig with a 50 mm diameter and the OptiMill-Alu-Wave with a 25 mm diameter. The surface finish is performed by a PCD custom milling cutter.
All sorts of pockets
The machining of the back is particularly sophisticated. It is separated in nine different sections, each with its own special features. Like any rear spar, the demonstration part has many pockets. They are however completed here in all sorts of forms: rectangular, triangular, round, open, closed, some with inclined or curved bottoms. The ribs are very thin; the walls are mostly inclined. The pockets are up to 137 mm deep.
After pre-machining with the NeoMill-Alu-QBig, the pockets are cleared out by an OptiMill-Alu-Wave of various lengths. The semi-finishing is performed by a shoulder milling cutter modified specifically for aerospace applications. Thanks to its special geometry, the tool is particularly suitable for machining residual material in the corners as well as subsequent finish milling of the floors and walls. The special core rise ensures optimal stability during the machining process. To machine all the areas efficiently, MAPAL experts use different diameters and lengths of the modified shoulder milling cutter.
MAPAL also sets great store by efficiency during programming, as component manager Alexander Follenweider explains: “We work with a zigzag strategy in the parallel and counter feed to save on travel time. We thus constantly switch strategies during machining.” Despite the high machining speeds, the aluminium may not be damaged as it changes properties when overheated.
At top speeds, the OptiMill-Alu-Wave achieves a feed of 12 m/min at a cutting depth of 48 mm at 29,000 rpm. The bigger NeoMill-Alu-QBig achieves a feed of 25 m/min at 10 mm cutting depth. Alone in the first 55 minutes of machining of the second clamping, 425 kg of aluminium are thus machined. At its peak, this results in a chip volume of more than 14 l/min. “The results we were able to achieve here are excellent – and we were also able to create very good surfaces in the process”, says Stefan Diem, application engineer at bavius.
Nothing is standard
The various pockets are not the only challenges on the component: The bores on the four lugs can only be reached via an angled head. Undercuts are required elsewhere. A T-stiffener, which is common for structural components and provides rigidity, is also found on the demonstration part and is machined with a special PCD tool. Bore and reaming operations are also called for in certain areas. “Nothing is normal on our component”, Merz says, referring to the fact that you will be hard pressed to find a right angle anywhere on the part. Such oblique constructions are however the norm in the aerospace industry.
Für Kundenpräsentationen bei den beteiligten Partnern und als Eyecatcher auf Messen wurden in Baienfurt fünf dieser Rear Spars hergestellt. Die Zerspanung eines Teils dauert insgesamt ziemlich genau 10 Stunden, womit die Projektbeteiligten hochzufrieden sind. „Auf anderen Maschinen läuft so ein Bauteil gerne 20 bis 30 Stunden“, schätzt Merz. Klassischerweise werden Strukturbauteile auf vertikalen Gantry-Maschinen mit großen Werkzeugen bearbeitet, typisch sind Messerköpfe mit Durchmessern von 125 mm. Vorschub und Drehzahl bleiben dabei niedrig. Ein Nachteil dieses Verfahrens besteht darin, dass Späne liegen bleiben und Kratzer verursachen können. Zudem kommt es zu einem Wärmeeintrag ins Bauteil. Die Horizontalbearbeitung schließt das aus. In Verbindung mit leistungsfähigen Werkzeugen, die hohe Schnittwerte erlauben, öffnet die dynamische AeroCell 160 I 400 mit ihrer extremen Beschleunigung ganz neue Möglichkeiten.
Enge Zusammenarbeit
MAPAL und bavius pflegen seit vielen Jahren eine sehr intensive Zusammenarbeit, von der beide Seiten profitieren. Als MAPAL den NeoMill-Alu-QBig und den OptiMill-Alu-Wave entwickelte, konnten bereits Prototypen der neuen Werkzeuge in Baienfurt getestet und weiter optimiert werden. Über ähnlich leistungsstarke Maschinen verfügt der Werkzeughersteller in Aalen selber nicht. Andererseits ist auch bavius auf innovative Werkzeuge angewiesen, wie Stefan Diem erläutert: „Für unsere Premiummaschine brauchen wir Top-Werkzeuge von einem Anbieter wie MAPAL mit seinen Hochvolumenfräsern, die unsere Maschine ans Limit bringen. Mit Universalwerkzeugen funktioniert das nicht, da gewinnen wir keine Erkenntnisse.“ Im Zusammenspiel hatten die Partner vor zwei Jahren demonstriert, was die AeroCell 160 kann. Im Testbetrieb mit Überlast schaffte der Vollhartmetallfräser OptiMill-Alu-Wave dabei ein Spanvolumen von bis zu 20 l/min beim Vollnutfräsen in normalem Aluminium. Der jetzt erreichte Spitzenwert von 12 l/min bei einem Bauteil aus dem zugfesteren AL 7075 steht dem in nichts nach.
„Ich schätze die Zusammenarbeit mit MAPAL sehr, weil man offen und fair miteinander redet, und wir immer eine Lösung präsentiert bekommen“, unterstreicht Stefan Diem. Für Jens Ilg, Business Development Aerospace & Composites bei MAPAL, hat der gemeinsame Erfolg auch einen persönlichen Aspekt: „Ich bekomme auch ein optimales Gefühl für unsere eigenen Produkte, wenn ich sie unter den realen, erforderlichen Bedingungen eingesetzt habe. Und kann sie dann mit den entsprechenden Empfehlungen einem Kunden anbieten.“
MAPAL bietet nun mehrere Z4 Längenvarianten des OptiMill-HPC-Pocket für die wirtschaftliche Bearbeitung von Stahl, rostfreiem Stahl, Gusseisen und Aluminium
In der aktuellen Ausgabe des Technologie-Magazins IMPULSE geht es neben der Verschmelzung der deutschen Standorte im Schwerpunkt um den Bereich Aerospace.